Home About us Contact us Protuner Loop Analyser & Tuner Educational PDFs Loop Signatures Case Histories
Michael Brown Control Engineering CC
Practical Process Control Training & Loop Optimisation
LOOP SIGNATURE 14
DIGITAL CONTROLLERS PART 6
THE D TERM (CONTINUED)
Fig 1.
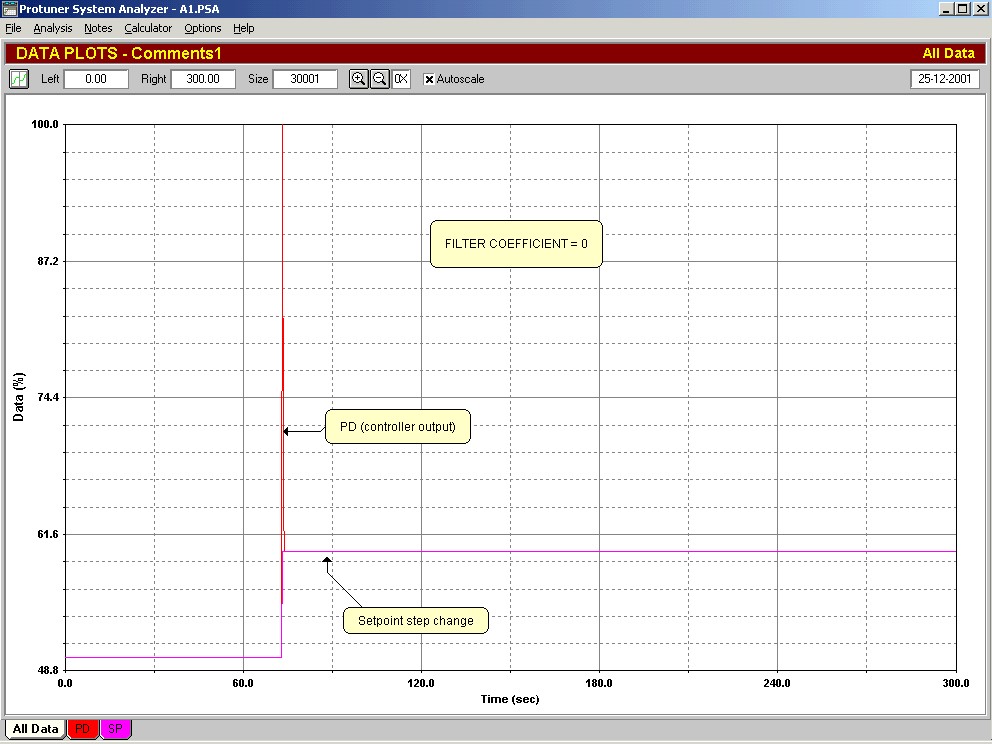
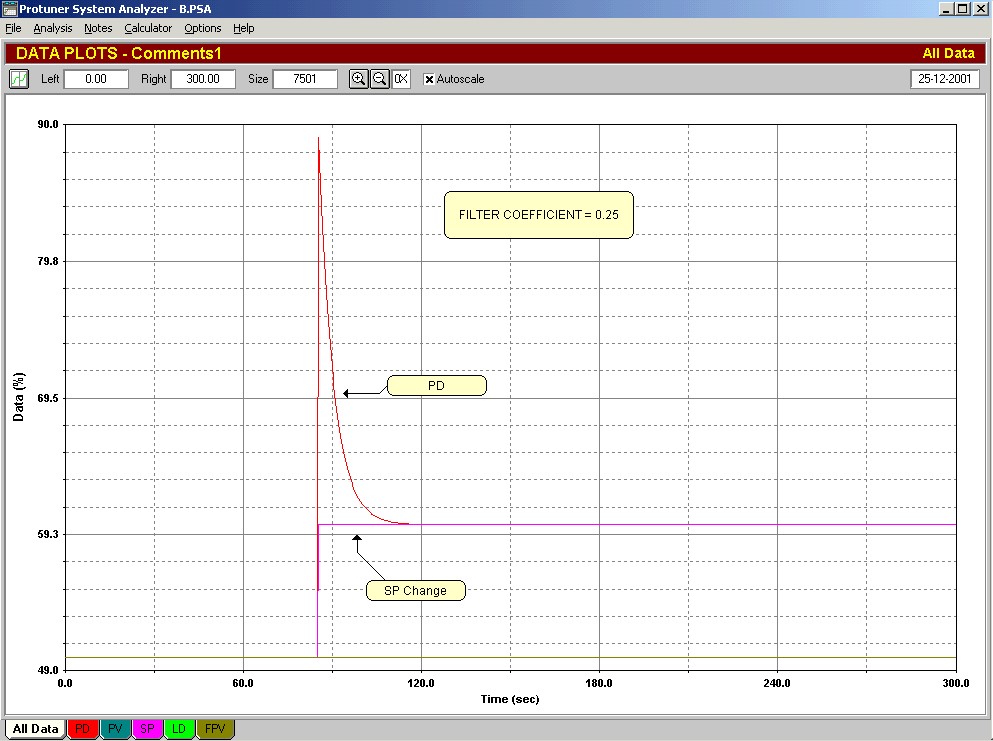
In the old analogue electronic and pneumatic controllers a response like this was impossible as their speed of response was limited by natural lags inherent in the way they worked, examples being the speed of pneumatic signal propagation, and capacitor charging time. However in a digital system that uses mathematical calculations, the maximum output value would only be limited by the number of bits used the system. Furthermore as a digital system is non-continuous and operates on a scan rate, even the smallest change from the previous scan would be seen as a step, and the output would go to a maximum or minimum limit. Therefore a digital system using a straight derivative block would be unusable, as the output would be continually jumping up and down between limits.
Manufacturers studied the derivative action of the analogue units, and inserted a first order lag filter in front of the derivative block, to make their digital controllers operate in a similar fashion. This is illustrated in Figure 2. The filter acts the same way as the natural lags do in an analogue system. A step change is now converted into an exponential lag response, and the derivative of this, is the classical derivative response.
Fig. 2
It is necessary to discuss the strange whims and peculiarities of some of the manufacturers. As mentioned in previous articles, there are no standards whatsoever in control, and particularly so when it comes to controllers. The manufacturers not only make their brands of controllers uniquely different to other brands, but many of them may not even make the next batch of controllers or next version of controller software the same way. So any software version or a different model of controller coming out of the same stable may be completely different. (This obviously is highly confusing to the user). For example some manufacturers do not place the derivative filter before the derivative unit, but before all three (P, I and D) blocks. In other words they put a filter in front of the whole controller. There seems to be no logical explanation for this, as it also affects the tuning of the P and I terms.
The most confusing thing when it comes to the derivative filter, is how individual manufacturers handle its value. As can be seen in Figure 2 most controllers have the time constant of the filter set to a value given by:
TC = α x TD, where α is a constant, and TD is the derivative time.
This is done to effectively make the derivative response directly proportional to the value of the derivative time, TD. If it was not done this way, then it would be necessary to change the filter time constant, every time TD was changed.
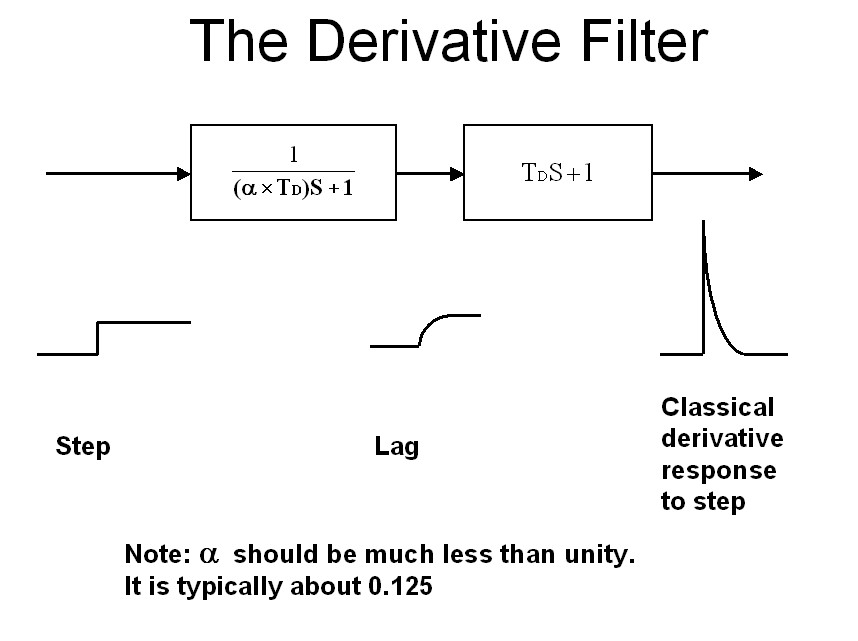
The value of α is really critical. Most manufacturers set its value somewhere between 0.125 and 0.25, and generally don’t let the user adjust it. The response of a P+D controller with a derivative filter α coefficient of 0.25, to an input step change in error is shown in Figure 3. This is a typical classical derivative response to a step change.
Fig. 3
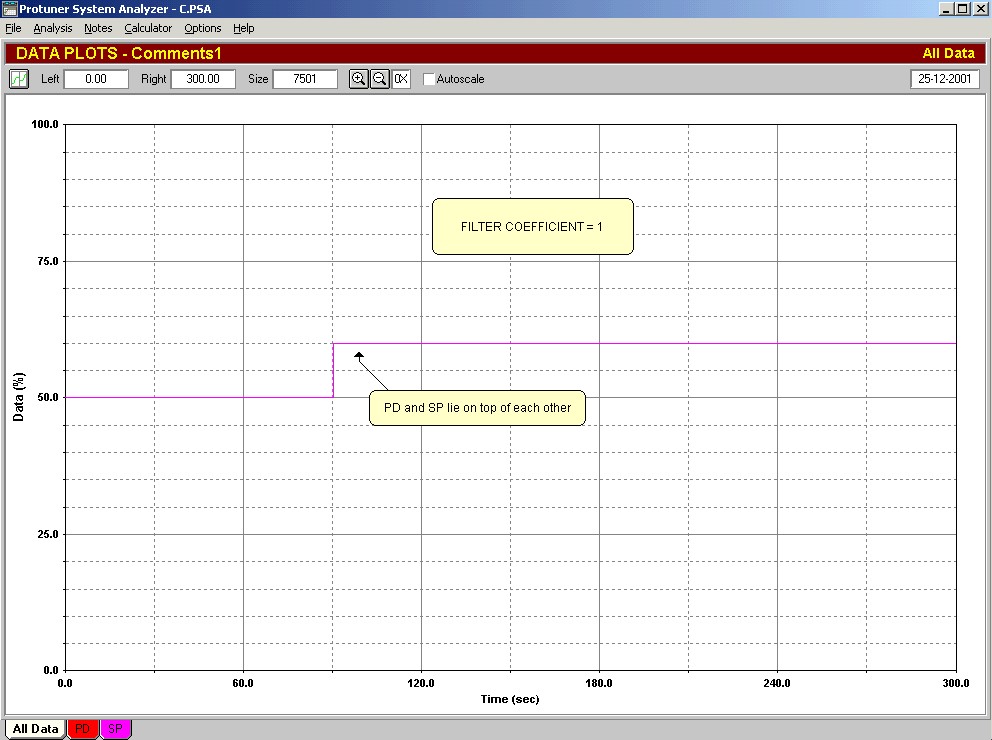
In the previous loop signature article I wrote about a senior instrument technician in a paper plant who believed in using derivative in every loop. On examining his DCS system (which is a very popular and well known make), it was found that the value of the α coefficient was user adjustable, and had been set to unity. To understand the effect of this, it is necessary to look at the combined transfer function of the filter and derivative block. This may be written as:
Fig.4
The senior technician was very embarrassed when this was explained to him. His men had spent months tuning derivative into loops without realising that the derivative was in fact not working at all. However it was not altogether his fault. Nobody had ever taught him about a derivative filter. Reference to the DCS user’s manual showed that unity is the default value as set by the manufacturer. The manual indicated that the α coefficient was adjustable anywhere between 0.1 and a 100. There was no other reference in the manual to this coefficient, and the instrument technicians in the plant said that in their training courses on the DCS, no mention had ever been made of the coefficient. Why should a manufacturer set a default value in the system that effectively switches one of the parameters off? It’s completely senseless.
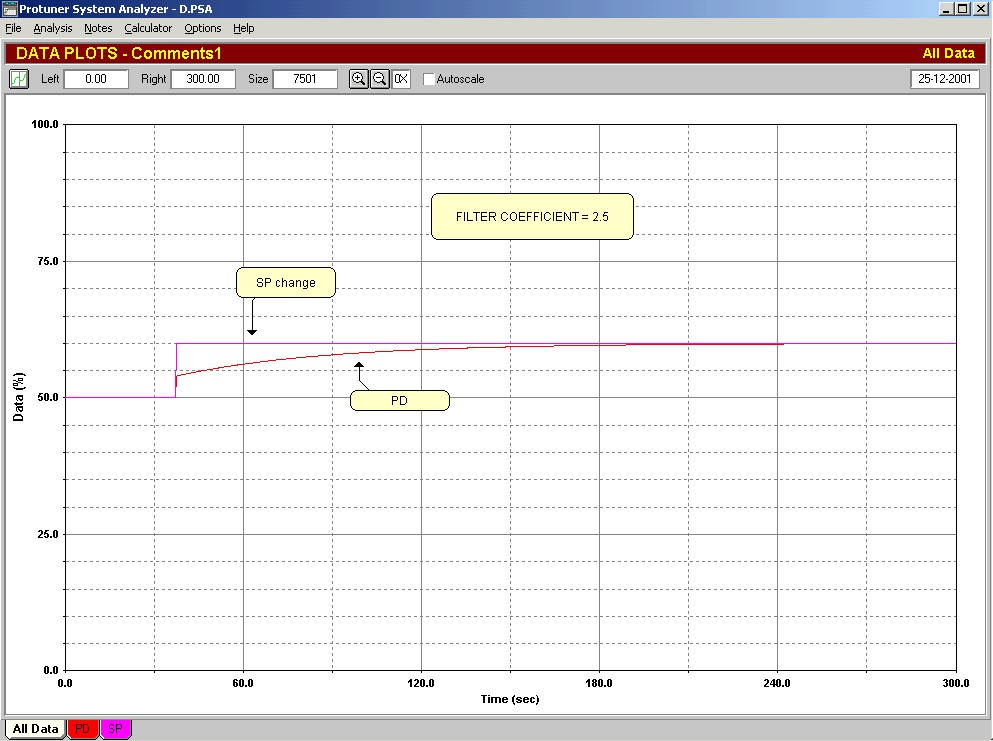
Taking this further, the author was recently working in a large South African petro-chemical refinery where another well-known make of DCS was installed. On finding a temperature loop where D would be beneficial, the manual was consulted to determine the α coefficient. It was found that the coefficient was adjustable over a wide range, but in this case the manufacturer’s default value was 2.5. This is amazing, as it now makes the denominator in Equation A larger than the numerator. The former is a lag, and the latter (D component) is a lead. When you have a lead divided by a lag, and the lead is smaller than the lag, the expression turns into a lag. In other words the D parameter with its filter is now acting as a large lag on the controller output. The effect of this is shown in Figure 5 on the same controller with the α coefficient set to 2.5. It can be seen that the controller now takes over 3 minutes to respond to a 10% change in error!
Fig.5
It is hard to believe that a leading manufacturer of control equipment can put such a stupid value of the α coefficient into his controller as the default value. In their particular manual they do talk about the α coefficient, and say that it is adjustable, and a larger value should be used in the presence of large noise on the PV signal. This is really not a sensible approach. The D term was never intended to act as a noise filter. If one has to attenuate noise, then the DCS has a proper lag filter which can be placed in front of the incoming PV signal. (Please refer to other articles on the dangers inherent in using large filters). One can only conclude that some of the manufacturers, or at any rate, the people writing their controller software, have no real understanding of the practicalities of control.
It is of interest that the people who had commissioned the refinery had brought in an expert on refinery control from overseas to tune the controllers. He also had obviously no idea of the practical aspects of the α coefficient, and had increased the P gain dramatically to overcome the tremendously slugged response when he used the D term.